


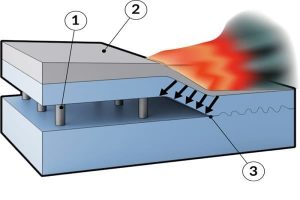
جوشکاری انفجاری فرایندی است که در آن ماده منفجره روی یک یا دو قطعه کار گذاشته شده و نیروی فشاری لازم جهت جوشکاری را تأمین میکند. موج ضربهای که در اثر انفجار به وجود میآید، کلیه اکسیدها و آلودگیهای سطحی بین دو فلز را از بین برده و نزدیک شدن اتمها به هم و در نتیجه پیوند فلزی را منجر می گردد. مكانیسم اساسی این روش مبتنی بر پایه اتصال مولكولی است. تنظیم اولیه برای انجام جوشكاری در شکل زیر نشان داده شده است. در این شكل، صفحه بالایی موسوم به صفحه پرنده تحت زاویه مناسب نسبت به صفحه زیرین موسوم به صفحه ساكن، توسط یك لایه ضربه گیر محفاظت می شود. یك لایه از ماده منفجره به صورت ورقه و یا پودری، روی صفحه فلزی بالایی قرار میگیرد .چاشنی در انتهای پایینی عمل میكند و باعث میشود صفحه فلزی بالا با سرعت زیاد به سطح صفحه فلزی زیرین كه بر روی سندان قرار دارد، چسبیده شود.
با توجه به خواص کاربری ویژه ی هر آلیاژ در صنعت و همچنین ارزش و قیمتهای بسیار متفاوت آلیاژهای مختلف، استفاده از پروفیلهای دو یا چند جنسه به طور وسیعی در سرتاسر دنیا رو به افزایش است.
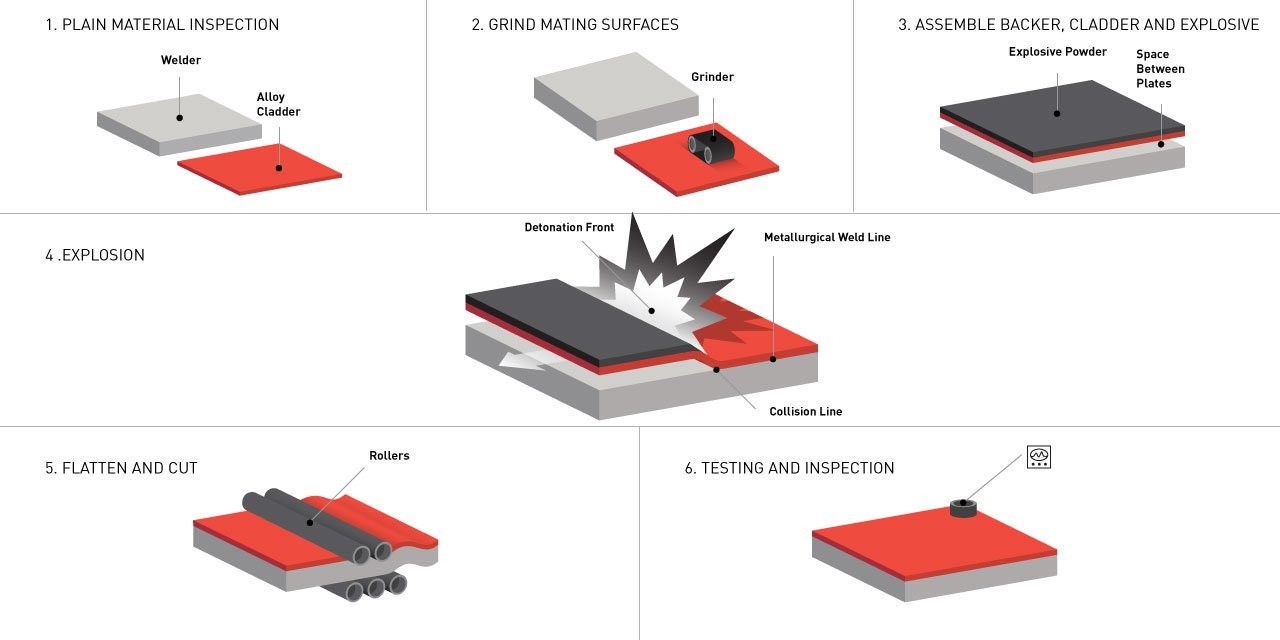
شکل زیر فرآیند کامل تولید ورقهای بی متال را در 6 مرحله نشان می دهد.
دلایل استفاده از مقاطع بی متال در صنعت:
پوشش كاري فلزات با روش جوشکاری انفجاری جهت توليد صفحات، لوله ها و مقاطع دو و يا چند جنسی به دلایل عمده ذیل مورد استفاده قرار می گیرد:
- افزایش مقاومت در برابر خوردگی
- بهبود کيفيت انتقال حرارت
- افزايش مقاومت در برابر تنش های اعمالی
- بهبود خواص الکتريکی
- بهبود خواص سايشی
- کاهش هزینه ساخت
- کاهش وزن سازه
كاربرد هاي مقاطع بی متال در صنعت:
- صنایع شیمایی
- صنایع نیروگاهی
- صنایع نفت و گاز
- صنایع الکترونیک
برای مطالعه بیشتر در این زمینه می توانید صفحه کاربردهای جوشکاری انفجاری در صنایع را مطالعه فرمایید.
مزایای استفاده از جوشکاری انفجاری جهت تولید مقاطع بی متال نسبت به سایر روشها
- امکان اتصال و جوشکاری دو فلز ناهمجنس
- دستیابی به استحکام بالا در فصل مشترک اتصال
- نگهداری کیفیت فلز پایینی و عدم احتیاج به عملیات حرارتی
- توانایی جوشکاری سطوح وسیع
- کمترین اعوجاج در فلز پایینی
- توانایی جوشکاری در محیط های نا سازگار(خلا ودر زیر آب و شن)
- طول عمر بسیار زیاد
- توانایی تولید انبوه
- توانایی جوشکاری گستره وسیعی از ضخامت ها
شرکت وترا به عنوان یکی از تخصصی ترین و مجرب ترین شرکتها در خصوص انجام خدمات جوشکاری انفجاری و تولید قطعات دو و چند جنسه می باشد.